深圳某啤酒生產企業啤酒灌裝生產線輸瓶帶的調速要求
一、三菱變頻器調速方式簡介
深圳某啤酒生產廠使用三菱變頻器FR-A540E為主要核心設備對該廠灌裝生產線輸瓶帶的調速要求進行部署。三菱變頻器外部端子調速可分為模擬量調速和多段速調速。模擬量調速可用電壓DC0~10V或電流DC4~20mA,進行無級調速。我廠用0~10V模擬電壓作為給定量 ,進行開環調速 ;多段速采用外部輸入端子 SD﹑STF﹑RL﹑ RM﹑RH,進行三段速調速。RL﹑RM﹑RH是低﹑中﹑高三段速速度選擇端子,SD是輸入公共端,STF是啟動正轉信號。如圖3中,當Y10,Y11有輸出時,變頻器為低速運行;當Y10,Y12有輸出時,為中速運行;當Y10,Y13有輸出時為高速運行。變頻器2﹑3原理與此相同。三段速分別設置為15Hz﹑30Hz﹑45Hz。在模擬量調速時,通過調整W1﹑W2的分壓比設置KA1閉合時變頻器高速運行,KA2閉合時為低速運行,當KA1﹑KA2都斷開時,變頻器為最高速;變頻器2﹑3原理與此相同。通過編程,PLC根據操作臺發出的信號,選擇控制方式:模擬量調速或多段速調速。三菱變頻器的多段速調速比模擬量調速有較高優先級(1)。

2. 1 工藝流程如下圖:
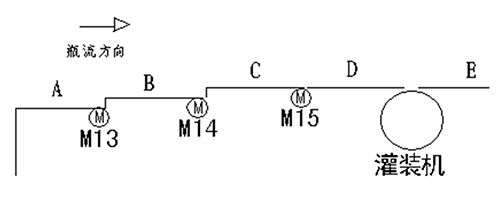
2.2 電氣系統原略圖
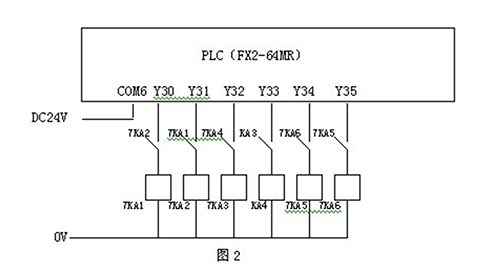
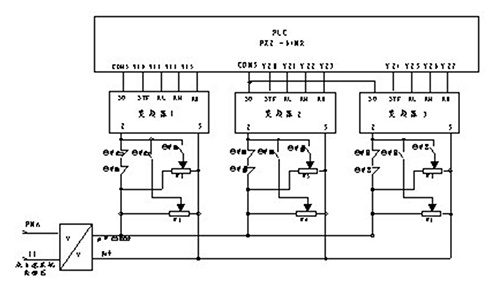
變頻器1﹑2﹑3分別控制電機M13﹑M14﹑M15,主回路接線圖略。PLC為FX2-64MR。FMA﹑11是來自灌裝機變頻器0~10V的輸出信號,經過信號隔離器的轉換作為變頻器1﹑2﹑3的控制信號。圖中KA1-6為輔助繼電器。W1-6為分壓電位器。PLC的輸入端子略。FMA﹑11是來自灌裝機主機變頻器的輸出信號。兩圖中的PLC為同一PLC,圖2中的COM6接DC24V電壓,控制輔助繼電器。
三、控制思想
變頻器1﹑2﹑3的調速方式為兩種:1.來自灌裝機主機變頻器的模擬信號DC0~10V,經過隔離器轉換為線性DC0~10V,再經過電位器分壓作為變頻器1﹑2﹑3 的給定信號,以控制電機M13﹑M14﹑M15,這樣可以做到輸送帶與灌裝機的速度很好匹配;2.采用多段速控制端子SD﹑STF﹑RL﹑RM﹑RH,通過PLC編程,由PLC發出控制信號以控制速度。PLC根據灌裝機操作臺發出的信號來判斷使用那種速度控制方式,又根據瓶流情況選擇高低速。在模擬信號控制時是通過輔助繼電器KA1和KA2,KA3和KA4,KA5和KA6的組合,經W1﹑W2,W3﹑W4,W5﹑W6分壓控制變頻器輸出速度。在多段速時通過PLC的輸出Y10﹑Y11﹑Y12﹑Y13,Y20﹑Y21﹑Y22﹑Y23,Y24﹑Y25﹑Y26﹑Y27分別調節各個變頻器的輸出頻率以達到多段輸送帶的速度匹配及與灌裝機的速度匹配。在模擬控制方式調整中,電位器分壓比的調整是個關鍵,通過生產調試中摸索,終于找到了比較好的速度匹配。分壓比一旦調好,不得隨意改動。
四、應用效果

在兩種速度控制方式下,分別調整各變頻器的多段速度頻率及電位器的分壓比,做到了輸送帶速度與灌裝機速度很好的匹配,運行穩定可靠。實踐證明FR-A540E變頻器完全滿足啤酒灌裝生產線輸瓶帶的調速要求。提高了生產效率。此種變頻器控制方式也可用于其他需要速度配合的電機變頻調速。
深圳市海藍機電設備有限公司(www.745120.cn)銷售和批發:三菱變頻器、三菱plc、三菱觸摸屏、三菱伺服電機等工控自動化產品.電話:400-8819130 0755-88356296(10線) 大客戶:13823726967 吳經理
本文原創自:深圳海藍機電設備有限公司,如果你對三菱變頻器FR-A540E感興趣請閱讀我們的文章:http://www.745120.cn/article/111.html








 銷售代表
銷售代表 Foreign Trade-Miss Chen
Foreign Trade-Miss Chen
評論信息